
焊丝是焊接时作为填充金属或同时作为导电的金属丝。焊丝的分类通常有以下几种:埋弧焊焊丝、CO2焊焊丝、钨极氩弧焊焊丝、熔化极氩弧焊焊丝、自保护焊丝和电渣焊焊丝等。
1.焊丝的分类
焊丝的分类通常有以下几种。
(1)按照焊接方法可分为埋弧焊焊丝、CO2焊焊丝、钨极氩弧焊焊丝、熔化极氩弧焊焊丝、自保护焊丝和电渣焊焊丝等。
(2)按照焊丝的形状结构可分为实心焊丝、药芯焊丝及活性焊丝等。
(3)按照适用的金属材料可分为低碳钢焊丝、低合金钢焊丝、硬质合金堆焊焊丝、铝、铜及铸铁焊丝等。
2.焊丝的牌号及选用
氩弧焊的焊丝通常按照焊件母材的化学成分和焊缝力学性能选用焊丝,有时也可采用母材的切条作为手工钨极氩弧焊的填充焊丝。
(1)实心焊丝。实心焊丝的牌号前第一字母用“H”表示焊接用实心焊丝,字母“H”后面的一位或两位数字表示含碳量,化学元素及其后面的数字表示该元素大致的百分含量数值,当合金元素含量小于1%时,该元素化学符号后面的数字1省略。结构钢焊丝牌号尾部标有“A”或“E”时,“A”表示为优质品,说明该焊丝的硫、磷含量比普通焊丝低;“E”表示为高级优质品,其硫、磷含量更低,牌号示例见图1-6。
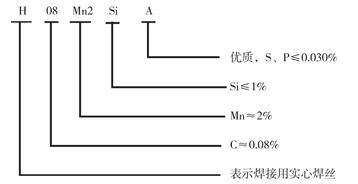
图1-6 实心焊丝牌号示例
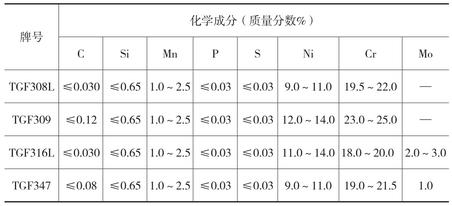
实心焊丝中有一种背面自保护TIG焊丝,是不锈钢钨极氩弧焊背面自保护焊丝,见表1-4。这是一种特殊的涂层焊丝,焊接时,不锈钢背面不用充氩保护,保护药皮会渗透到熔池背面,形成一层致密的保护层,使背面不受氧化。冷却后这层渣壳会自动脱落。涂层不会影响正面的电弧和熔池形成。但焊丝较贵,焊接成本高,不适合大批量的打底焊工作,主要在采用氩弧焊打底,背面充氩保护工艺不能或不能很好实施的情况下采用该种焊丝,如管道施工中,现场的安装焊口可采用该焊丝来保证打底焊的质量。
表1-4 背面自保护TIG焊丝(TGF系列)化学成分
不锈钢管道背面自保护焊接技术具有:背面渣壳剥脱性好、可以进行全位置焊接、焊接质量优良及耐腐蚀性强等特点。但在焊接时,应注意以下问题:①该焊丝只适合单面焊双面成形底层焊专用,不适用第2层以上焊道,容易夹渣;②管道应加工成V形坡口,组对时一定要留有间隙。
(2)药芯焊丝。药芯焊丝是由薄钢带卷成圆形钢管或异形钢管的同时,填满一定成分的药粉后经拉制而成的一种焊丝。药芯焊丝的截面形状对焊接工艺性能与冶金性能有很大影响,药芯焊丝的截面形状越复杂、越对称,电弧燃烧越稳定,药芯焊丝的冶金反应和保护作用越充分,熔敷金属的含氮量越少。目前,φ2.0mm以下的小直径药芯焊丝一般采用O形截面;φ2.4mm以上的大直径药芯焊丝多采用E形或双层等复杂截面。
3.有色金属及铸铁焊丝
有色金属及铸铁焊丝牌号前用两个字母“HS”表示焊丝,牌号第一位数字表示焊丝的化学组成类型:“1”表示堆焊硬质合金类型;“2”表示铜及铜合金类型;“3”表示铝及铝合金类型;“4”表示铸铁。牌号的第二、第三位数字表示同一类型焊丝的不同牌号。牌号示例见图1-7。
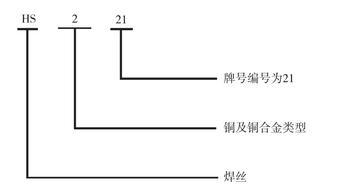
图1-7 有色金属及铸铁焊丝牌号示例











