
气割割圆时,为提高切口质量均采用简易划规式割圆器进行切割,如图5-69所示。
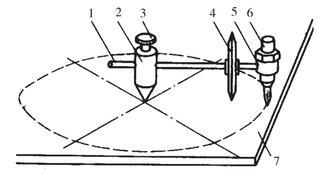
图5-69 采用划规式割圆器切割法兰
1―圆规针;2―定心锥;3―顶丝;4―滚轮;5―割炬箍;6―割炬;7―工件
切割前,应将割规定准尺寸,闭一只眼,用另一只眼垂直向下瞄,使圆形切割线处在圆规的割嘴托架内孔的中心上,对不留加工量的切割一定要对准。先用样冲在圆的中心打个定位眼,定位眼要有足够的深度,否则应重新打深,以避免在切割过程中割规定位针滑出圆心阳冲眼儿。理顺割炬附近的橡皮气管,以防止在切割过程中受挂拉而影响切割质量。
将简易划规式割圆器的割炬箍套在割嘴上,然后调节定心锥尖与割嘴切割氧喷射孔中心的距离,使其等于待割圆半径,并拧紧顶丝。摆正割炬,使圆规杆与工件保持水平在钢板边缘点着火,将钢板边缘割穿后,右手握着燃烧的割炬,左手拿着圆规杆,依靠双手的协调配合,迅速将割嘴套在割嘴托架内孔中,当割嘴落到底后,再把圆规的定位针尖放到定位眼内,慢慢地将定心锥尖落入定位眼后,便可将割嘴沿圆周旋转一周,即可完成切割圆的操作。如果在6mm以下的工件上割圆,可以套好圆规直接在工件圆形切割线上割孔并开始切割。
如图5-70所示,当进行操作者不换位置一刀就能完成的圆形切割,即小圆切割时,割嘴从A点开始,按顺时针方向切割圆形切割线,割嘴外径与割嘴托架内孔之间留0.2~0.5mm的间隙,这是为了防止割嘴从割嘴托架内脱出,同时也是为了防止圆规定位针滑出定位眼,可用握手柄的右手腕微微给割嘴传递一对扭力,即在割嘴垂直方向,上部力的方向指向圆心,下部力的方向指向圆外,以割嘴不脱出为宜;且不可用力过大,否则,割嘴与割嘴托架内孔间摩擦力过大,转动不灵活,割嘴运动受阻碍,还会使圆规定位针从阳冲眼儿内滑出来而造成切割故障。
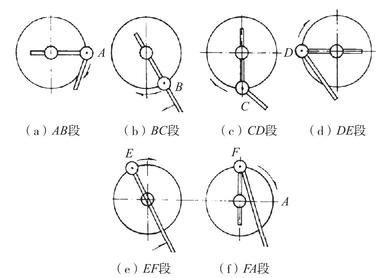
图5-70 小圆的气割操作
割嘴从A处开始切割后,按顺时针方向朝着B处进行切割运动,这段比较容易切割,只要操持割炬的双手均匀地向左后方向用力,割嘴就会顺利地通过这段。在B点前30~50mm处,有意识地让左手给割炬一个向左后方向的拉力,并且与右手协调配合,再利用割炬在匀速运动中具有的惯性,就能够使割嘴顺利地通过此点。
割嘴通过B点以后,距离C点最近,这一段运动也比较容易,不需要附加其他力,继续走就能通过这段到达C点位置。
C点位置切割以后,割嘴运动的大方向发生了改变,由原来的从右上方朝左下方运动改变成从右下方朝左上方运动。从C点位置到D点位置只要双手按顺时针方向均匀地给割炬以动力,割嘴就能顺利地完成这段切割线到达D点位置。
到达D点位置以后,割嘴的运动大方向又发生了改变,由原来的从右下方朝左上方运动改变成从左下方朝右上方运动,D点到E点位置之前这段切割,双手按顺时针方向均匀地给割炬以动力,割嘴就能顺利地完成这段切割线。再往前切割,割嘴就要到E点位置了,在E点前30~50mm处,有意识地让左手给割炬一个向右前方的推力,并且与右手协调配合,再利用割炬在匀速运动中具有的惯性,就能够使割嘴顺利地通过此点。
割嘴通过E点以后,继续走就能通过这段到达F点位置。
F点位置切割以后,割嘴运动的大方向又发生了改变,由原来的从左下方朝右上方运动改变成从左上方朝右下方运动,只要双手按顺时针方向均匀地给割炬以动力,割嘴就能顺利地完成最后一段切割线到达A点位置,从而完成整个圆形切割线的全部切割过程。
操作中要把割炬端平,圆规割嘴托架上平面在切割圆形切割线的全过程中都要平行于工件平面,以保证切割氧流垂直于工件平面,保证工件的垂直度,对于厚板料尤其要注意,否则将影响切割尺寸。
当进行操作者不换位置不能一次完成的大圆切割时,应根据圆半径的大小来确定需要多少次去完成,在不影响切割质量的情况下,每次的切割长度要尽可能大。如果大圆的半径很大,在换位置时,应特别注意尽可能使每一刀的切割范围都要避开卡死(即共线)的位置。如图5-71所示,割嘴从A点开始,按顺时针方向切割圆形切割线,其操作方法与能一次完成的小圆切割法相同。
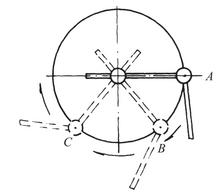
图5-71 大圆气割
在实际切割中,可根据现场的实际情况及操作习惯选择切割方向,即也可以选择逆时针方向进行圆规割圆操作,也可以选择圆上的任意一点作为起始点,这些都没有具体的要求,可灵活运用。











