
1. 钢板坡口的气割
(1)无钝边V形坡口的手工气割。
滕先根据板厚δ和单面坡口的角度α,按公式b=δtan算出单面坡口的宽度b,并进行画线,如图5-53所示。然后调整割嘴角度,使之符合α角的要求,然后采用后拖向前推移的操作方法进行切割,如图5-54所示。
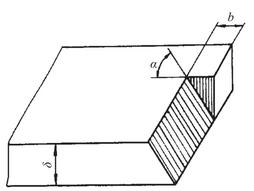
图5-53 V形坡口的手工气割
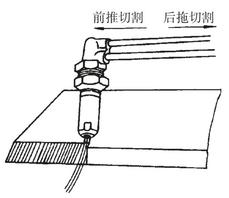
图5-54 手工气割坡口的操作方法
气割时,为了得到宽窄和角度一致的坡口,可将割嘴靠在角钢的一边进行切割,如图5-55(a)所示,或者把割嘴装在角度可调节的滚轮架上进行切割,如图5-55(b)所示。
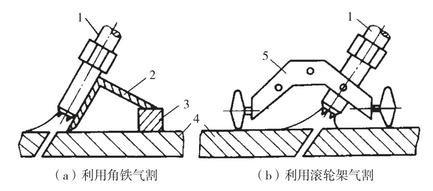
图5-55 使用辅助工具进行手工气割坡口
1—割炬;2—角钢;3—垫块;4—钢板;5—滚轮架
(2)带钝边V形坡口的手工气割。
如图5-56所示,首先切割垂直面A,然后,根据板厚δ、钝边厚度P和单面坡口角度α,按b=(δ-P)tan算出单面坡口的宽度b,然后在钢板上画线。最后调整割嘴的倾角至(90°-α),沿画出的线,采用无钝边的V形坡口的手工气割操作方法切割坡口的斜面B。
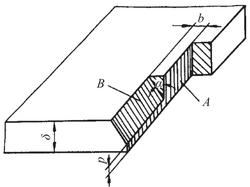
图5-56 带钝边V形坡口的手工气割
(3)双面坡口的手工气割。
首先切割如图5-57(a)所示的垂直面A,按宽度b1画好线。调整割嘴倾斜角至α1,并沿线切割正面坡口的B面。割好正面坡口B面后,将割件翻转,按宽度b2画线。调整割嘴倾角至α2,并沿线切割背面坡口的C面,如图5-57(b)所示。
为保证坡口的切割质量,气割时可用角铁等辅助工具进行切割。
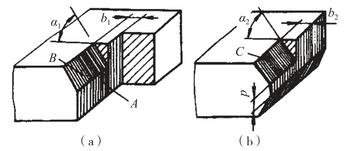
图5-57 双面坡口的手工气割方法
(4)无钝边单面V形坡口的机械气割。
气割无钝边单面V形坡口时,只需用一把割炬,按坡口角度调整好割炬和工件的倾斜角度,如图5-58所示。
气割工艺参数根据工件的厚度选取。切割厚度可按下列公式计算: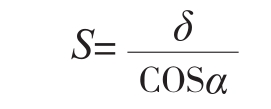
式中 S——气割厚度,mm;
δ——工件厚度,mm;
α——割嘴中心与垂线的夹角,°。
(5)带钝边的V形坡口的机械气割。
半自动或自动切割机上安装两个割嘴,即可将V形坡口一次加工完成,如图5-59所示。气割加工的坡口一般要用砂轮机磨光,以保证焊缝质量。
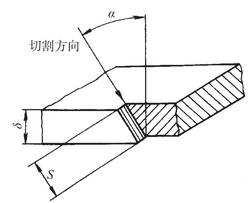
图5-58 单面无钝边V形坡口的气割
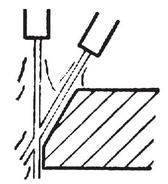
图5-59 V形坡口一次切割成形
带钝边的V形坡口的机械气割可分为钝边在下的单面V形坡口和钝边在上的单面V形坡口两种形式,如图5-60所示。
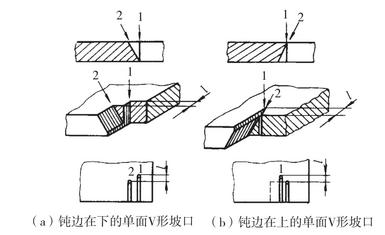
图5-60 带钝边的V形坡口的气割
1―垂直割炬;2―倾斜割炬
气割钝边在下的单面V形坡口时,可用两把割炬,其中一把割炬垂直于工件表面,另一把割炬根据坡口角度,将其调整到与工件表面成一定角度,并使它们的相对位置如图5-60(a)所示,即垂直割炬在前,倾斜割炬在后,两者相距l。
首先将垂直割炬移到起割点,并点火预热起割点,待工件表面呈亮红色时,开启切割氧调节阀将工件割穿,然后启动气割小车进行切割。待倾斜割炬移到起割点时,立即关闭垂直割炬的切割氧调节阀,但预热火焰不能熄灭,并停止小车前移。待工件表面呈亮红色时,将两把割炬的切割氧调节阀同时打开,并启动小车进行切割。
钝边在上的单面V形坡口的气割与钝边在下的单面V形坡口一样,也选择两把割炬,即一把割炬垂直于工件表面,另一把倾斜于工件表面,两把割炬的相对位置如图5-60(b)所示。
气割过程中,当倾斜割炬起割时,不需停机可直接开启切割氧调节阀进行切割。
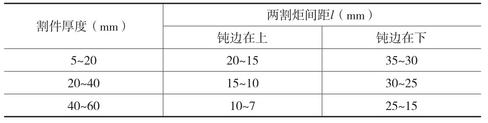
气割时,两把割炬之间的距离l可按表5-14选择。
表5-14 两割炬间距与工件厚度的关系
(6)X形坡口的机械气割。
在半自动或自动切割机上安装三个割嘴,即可将X形坡口一次加工完成,如图5-61所示。气割加工的坡口一般要用砂轮机磨光,以保证焊缝质量。
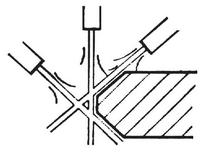
图5-61 X形坡口的一次切割成形
气割厚50mm以下的钢板的X形坡口采用如图5-62所示的三把割炬进行一次切割,即垂直割炬1在前,切割垂直面,后面是与1相距为α的倾斜割炬2,用于切割下倾斜面,最后是与1相距为b的倾斜割炬3,用于切割上倾斜面。
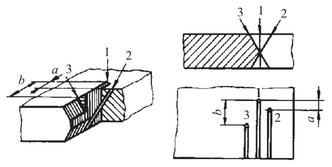
图5-62 50mm以下钢板X形坡口的气割
1―垂直割炬;2、3―倾斜割炬
切割过程中,割炬1和2的距离a应尽可能小些,只要两者的切割氧流不相互干扰即可。若a值过大,当割炬2起割时,由于垂直切口处的冷却,将给切割带来困难。
当割炬3到达起割位置时,因工件温度已很高,故不需要将气割机停止,便可顺利切割,它与割炬1的距离b可适当大一些。a、b值可按表5-15选择。
表5-15 割嘴间距选择表

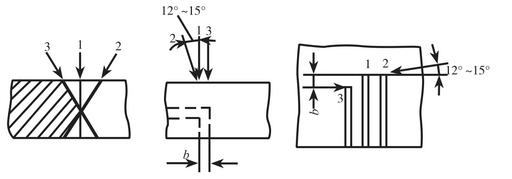
图5-63 50mm以上钢板X形坡口的气割
1―垂直割炬;2、3―倾斜割炬
气割厚50mm以上钢板的X形坡口采用如图5-63所示的三把割炬进行一次切割。
垂直割炬1与倾斜割炬2均在与气割方向垂直的直线上,为防止切割氧流的相互干扰,应将割炬2安装成与切割方向后倾12°~15°的位置,b值可按表5-15选择。当割炬3达到起割位置时,因工件温度已很高,故不需停机即可起割。
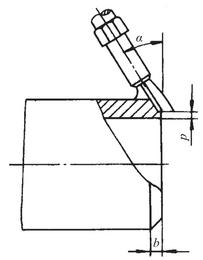
图5-64 钢管坡口的气割方法
2. 钢管坡口的气割
钢管坡口的气割如图5-64所示。首先根据钢管的壁厚δ、钝边厚度P和单面坡口角度α,算出单面坡口的宽度b,并在钢管端部画线,然后调整割嘴倾角至α,并沿切割线进行切割。
切割过程中,除保持割嘴的倾角α不变外,还应根据割炬在钢管圆周上的不同位置,不断地变化角度。











