
气割要想手稳,姿势必须正确。正确的姿势:两腿岔开蹲右手拿枪把,胳膊靠在右腿外侧,一定要靠实,这样气割时才不抖。左手臂抵在左腿内侧也要抵实。腿岔的不要太开蹲着稳就行,要是蹲的不稳上面那些都是白扯。然后拿枪用这个姿势比划下要割的线看割时是否顺畅,说白了就是看是不是得劲儿。还有一姿势是右手拿枪把,两手都靠在两腿外侧胸部贴紧大腿,右手手腕靠实大腿,成抱腿的姿势,其他同上,个人感觉这个姿势比较稳。还有坐着比蹲着更稳,但移动长度小!
中国有句老话“熟能生巧”。我曾经见过一位焊工为了训练焊接立缝时焊条的准确性和稳度,在纸上画一条竖线并将纸贴在墙上,有空就拿着焊钳在纸上的竖线上练习焊接。对于手稳的方法:多加练习。
气焊手稳的操作诀窍
采用单手切割时,想要手稳一般采用右手操持割炬,右手食指钩住预热氧阀的手轮,用于调节预热火焰,右手拇指的右侧紧贴切割氧阀手轮的左边,用于启闭切割氧阀。右手中指、无名指和小指握着割炬的手柄,用于操持割炬、与其另外两手指配合,承担割炬的重量和驱使割炬运动。
在高空作业前,首先要系好防火安全带,还要进行安全检查,应保障割炬的安全可靠性,检查橡皮气管有无漏气、脱落现象,固定是否可靠,氧化铁喷出下落的范围内不得有易燃易爆物品,不允许有人通过。
点燃并调节好预热火焰,然后检查切割氧流的质量,使其保持正常,并关闭切割氧阀。一切准备工作完毕,按单手切割的操作姿势操持割炬。
切割时,首先单手将割炬握着,让割嘴对着工件切割线始端进行预热。当割嘴将工件切割线始端预热到橘红色时,右手拇指的右侧紧贴着切割氧阀手轮的左侧,并均匀地向后拉,依靠两者之间的摩擦力驱动阀手轮转动,切割氧流开启的大小是依靠拇指外侧与阀手轮之间的转动程度决定,直至转动到右拇指的左侧处,关闭阀门则向反方向转动阀手轮。
切割氧流开启后,单手切割开始,在高空作业中,如果遇到水平位置、横向位置时,要操纵割嘴做自左向右的切割运动。割嘴在运动中还要克服割嘴的走弧趋势,即在运动中使割嘴作自左向右运动的同时,也要模拟另一个分运动的运动轨迹,其运动的实际效果,使割嘴顺利地沿着切割线运动。
遇到垂直位置的单手立割操作时,要有意识地操纵割炬,使割嘴在做自下向上的切割运动中能够克服走弧的趋势。
在单手割焊缝操作中,还要采用逐段挤渣法,但是,只能用右手拇指侧部频频启闭切割氧阀,使波动的切割氧流逐段将氧化铁水从焊缝中排挤出来。如果基本功扎实且操作熟练,也可以采用不闭阀割焊缝操作技法,即单手操持着割炬,用预热火焰将焊缝端头的金属预热到橘红色,用右手拇指开启切割氧阀,使切割氧流大小适当。然后,再采用逐段挤渣法去排挤焊缝中出来的氧化铁水,只不过在割焊缝操作中不关闭切割氧阀,而是用其右手有节奏地起伏摆动,使切割氧软气流逐段将焊缝中的氧化铁水排挤出来。在采用此技法时,一定要把握好切割氧流的穿透力,既要使氧化铁水从焊缝中顺利地排挤出来,将焊缝逐段割透,又要避免切口前割后焊、翻浆等切割故障的出现。
不同产品的气割也需要不一样的技巧和诀窍,只有掌握了丰富的知识,才能做到又稳又快。
一、角钢的气割
在割角钢的操作中,可以根据实际情况选择水平位置直线手工切割操作的抱腿蹲式或靠腿蹲式的蹲姿。按切割线的走向可分为垂直气割和倾斜气割两种。
1. 垂直气割
垂直割角钢,就是沿着两条同时垂直于角钢的棱,且相交于棱上一点的切割线进行切割操作。可采用双向切割和单向切割两种方式。
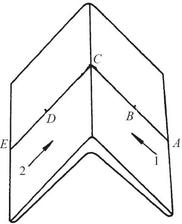
图5-32 角钢的双向切割
(1)双向切割。在垂直割角钢前,将角钢棱角向上平扣在切割平台上,面对着放置呈双边爬坡,且垂直于角钢棱的两条角钢切割线,如图5-32所示。
按靠腿蹲式的姿势操持好割炬,垂直割角钢,操作者面对的是两条对称的与水平面各呈45°的爬坡角钢切割线。操作者在心中将角钢切割线分成两等份,即AB、BC两条线段。切割角钢垂直切割线时应注意割嘴与角钢面的爬坡切割角度,同时,还要注意角钢切割线AC的走弧趋势。
气割中,在切割线段AB时,在使割嘴自右下向左上做倾斜运动,同时还要轻微地、由多渐少地向左后收割炬,B点的回收量为0。在切割线段BC时,使割嘴自右中向左上倾斜运动,同时要轻微地、由少渐多地向左前送割炬,C点的送进量最大。在切割线段ED时,要使割嘴自左下向右上倾斜运动,同时要轻微地、由多渐少地向右后做收割炬的动作,D点的回收量为0。切割线段DC时,使割嘴自左中向右上倾斜运动,同时0还要轻微地、由少渐多地向右前做送割炬的动作,C点的送尽量最大。
(2)单向切割。角钢单向切割法对角钢的放置方式没有严格的要求,可以让角钢棱向上扣在切割平台上,也可以将角钢棱向左下,使角钢侧立在切割平台上。棱向上放置的角钢单向切割如图5-33所示,一般采用由右向左的切割方向。同样在心中将角钢切割线分成两等份,即AB、BC两条线段。在切割角钢垂直切割线时应注意割嘴与角钢面的爬坡切割角度。
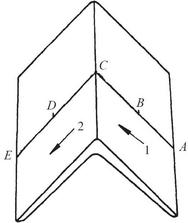
图5-33 角钢的单向切割
线段AC的切割铜双向切割,切割到C点后,要迅速关闭切割阀,将割嘴向逆时针方向旋转90°后,将割嘴继续对着C点,进行线段CE的切割。
在切割线段CD时,在使割嘴做自右上向左下倾斜运动的同时,还要轻微地、由多渐少地做向左后收割炬的动作。切割线段DE时,在使割嘴自右中向左下倾斜运动的同时,要轻微地、由少渐多地向左前送进割炬,D点的送尽量为0。
2. 倾斜气割
倾斜气割角钢就是切割线至少有一条倾斜于角钢棱的切割操作。
一般在切割前,应将角钢放好。最好采用专用支架放置角钢。一般将角钢的垂直切割线垂直于水平面放置,而角钢的倾斜切割线则平行于水平面放置,如图5-34所示。
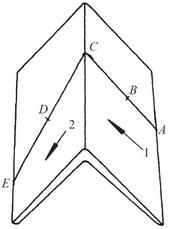
图5-34 倾斜气割角钢
切割时,首先切割角钢垂直切割线,其切割同垂直气割,只是要注意切割氧流的倾斜方向。为了使切割氧流的倾斜方向与角钢的倾斜线保持一致,可以在切割以前,将点燃后的预热火焰调到最佳状态,并开启切割氧流,调整其与角钢倾斜切割线平行为宜。然后,以此角度从下到上的立割角钢垂直切割线。在心中还要将角钢垂直切割线分成上下两段,在下段的切割中,应有意识地操持着割炬,在自下向上的运动中,边走边向后上方收;在上段的切割操作中,操持的割炬在继续向上的运动中,边走边向前上方送。
在将要切割完角钢垂直切割线时,要及时关小切割氧流,减弱切割氧流的穿透力,防止切割氧流穿入角钢水平面过深而引起飞溅,同时防止切割氧流与水平切割线存在角度偏差。适当地减弱切割氧流的穿透力,使其既能够割透角钢棱、不出飞溅,又不过长地切割两线交点处。割透角钢棱的长度,一般以2~5mm为宜。
角钢垂直切割线切割完毕,接着要切割角钢水平切割线。在切割前,首先要调整自己与倾斜的角钢水平切割线的位置,待调整到最佳位置时再进行切割。调整好自身与角钢切割线的切割位置后,面对的角钢水平切割线的切割,就成了水平位置的直线切割了。这个手工切割技法是切割工的基本功,操作者面对的是一段很短的角钢切割线,在心中把它分成两段即可。
二、槽钢的气割
1. 垂直割槽钢
所谓垂直割槽钢,就是沿着都垂直于槽钢两条棱边的三条切割线进行切割。对于垂直割槽钢,按切割顺序可分为跳动切割和依次切割两种操作技法。
(1)跳动切割。跳动切割法是最常采用的割槽钢操作技法,具体操作如图5-35所示。
将槽钢平扣在切割平台上,或者在有钢板垫地的现场中架起来。操作者可蹲在槽钢腹板面上,也可以蹲在地面上。首先,按立割技法完成槽钢右侧翼板的切割。然后,跳过槽钢腹板,完成槽钢左侧翼板的切割。最后,将割嘴跳到槽钢腹板上水平位置切割线的右端头,自右向左完成其直线切割。
在槽钢的切割过程中,无论是槽钢左右两翼板上的垂直切割线,还是在槽钢腹板上的水平切割线,在切割过程中都要克服走弧的趋势。在切割水平位置切割线时,可以采用水平位置直线切割技法去操作。
(2)依次切割。依次切割也是常用的割槽钢操作技法,具体操作如图5-36所示。将槽钢平扣在切割平台上,或者在有钢板垫地的现场中架起来,可蹲在槽钢腹板面上,也可以蹲在地面上。首先,完成槽钢右侧翼板的切割。然后,依次将割嘴置于槽钢腹板上水平位置切割线的右端头,自右向左完成其直线切割。最后,换反手立割技法去完成槽钢左侧翼板的切割。
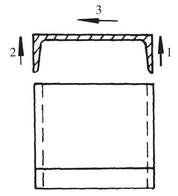
图5-35 跳动切割槽钢
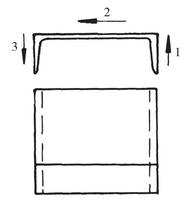
图5-36 依次切割槽钢
2. 倾斜割槽钢
所谓倾斜割槽钢,就是对于槽钢腹板上有倾斜于槽钢棱的槽钢切割线的切割操作,同样可采用跳动切割和依次切割,如图5-37所示。
倾斜气割槽钢时,采用跳动切割的操作如图5-37(a)所示。将槽钢平扣在切割平台上,或者在有钢板垫地的现场中架起来。操作时最好能蹲在地面上。首先,将点燃后的预热火焰调整好,并开启切割氧流,使其水平处于槽钢腹板倾斜切割线的上方,调整切割氧流使其平行于槽钢腹板上的倾斜切割线。调整好割嘴的倾斜角度以后,按此倾斜角度将割嘴平移到槽钢翼板的下边缘,接着自下而上的立割翼板。然后,跳过槽钢腹板,还按上述方法调整好切割氧流,使其以平行于槽钢腹板上的倾斜切割线,换反手自下而上的立割另一侧翼板上的垂直切割线。最后,将割嘴跳到槽钢腹板上水平位置切线的右端头,自右向左完成其直线切割。
依次切割的操作如图5-37(b)所示。操作时可蹲在槽钢腹板面上,也可以蹲在地面上。首先调整好切割氧流的切割角度,使割嘴自下而上完成槽钢右侧翼板的切割。然后,换一下蹲的位置,依次将割嘴置于槽钢腹板上的水平位置倾斜切割线的右端头,自右向左完成其直线的切割。最后,使割嘴自上而下或自下而上完成槽钢左侧翼板的切割。
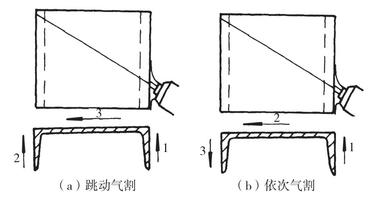
图5-37 倾斜气割角钢
3. 挖榫
在槽钢切割中,有时还会遇到挖榫操作,如图5-38所示。
气割时,要尽可能将这些线段置于最容易切割的操作位置上。一般将这些线段分成两份,有意识地模拟一个分运动,克服割嘴的走弧趋势,达到割嘴顺利沿切割线运动的目的。
首先,自下而上地将槽钢右侧翼板上的垂直切割线割掉,并且要割透棱约10mm。然后,顺势将割炬摆正,切割掉腹板右侧水平位置的短小线段。接着,采用自下而上的方法将槽钢左侧翼板上的垂直切割线切割掉,还要割透棱约10mm。再顺势将割炬摆平,将腹板左侧水平位置上的短小线段切割掉。倒角和齐头均按水平位置直线切割。在切割槽钢腹板上平行于棱的切割线时,使割嘴略向内倾斜,在切割线被切割掉的同时,腹板一侧的内圆弧筋也被切割掉,这样的榫头有利于工件的组焊。
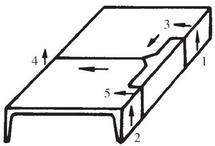
图5-38 槽钢的气割挖楔
三、工字钢的气割
气割工字钢一般采用跳动切割法。具体操作如图5-39所示。

图5-39 垂直气割工字钢
将工字钢平扣在切割平台上,或者在有钢板垫地的现场中架起来。可先蹲在工字钢右侧翼板处,完成工字钢右侧翼板的切割。然后,跳过工字钢腹板,蹲在工字钢左侧翼板处,完成工字钢左侧翼板的切割。最后,跳过工字钢左侧翼板,将割嘴跳到工字钢腹板上水平位置切割线的右端头,自右向左完成其直线切割。
在工字钢的切割过程中,无论是工字钢左右两翼板上的垂直切割线,还是工字钢腹板上的水平切割线,在切割过程中都要克服走弧的趋势。
在工字钢切割中,有时还会遇到挖榫操作,如图5-40所示。首先,可采用立割技法自下而上地将工字钢两侧翼板上的垂直切割线切割掉,并且要割透筋约10mm。然后,顺势将割炬摆正切割掉腹板左右侧水平位置的短小线段。最后,通过变换位置将腹板上水平位置的各线段切割掉。
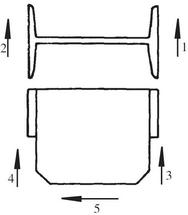
图5-40 工字钢的气割挖楔
在挖榫的切割过程中,同样要注意克服割嘴运动中的走弧趋势,并尽可能将这些线段置于最容易切割的操作位置上。
四、圆钢的气割
1. 直径在60~120mm的圆钢气割
直径在60~120mm的大圆钢的切割不需要换割炬方向,不需要转变工件的位置。割炬可做月牙形横向摆动,如图5-41所示。此法最容易掌握,称为摆动切割法。
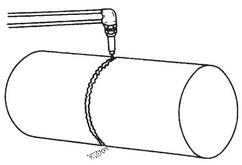
图5-41 圆钢的摆动切割
应选用切割能率较大的割炬及较大号割嘴,以提高预热火焰能率。要保证氧气和乙炔的充足供应,不能中断。为确保氧气充足供应,应采用气体汇流排供气。
在做好了切割前的准备以后,按正确的操作姿势操持着割炬,要纵向蹲在圆钢切割线后面,如图5-42所示。起割前,应从圆钢的一侧开始预热,并使割嘴处于图5-42(a)所示的位置。
当预热处被加热到呈亮红色时,即可开始气割。这时应将割嘴迅速转动到与地面相垂直的位置,如图5-42(b)所示。同时由小到大均匀地开足切割氧流,当看到氧化铁水被切割氧流冲刷掉、同时听到有“噗噗”的切割声时,就可以让割嘴作均匀地左右摆动。左右摆动割嘴的作用是增加切口宽度,提高排渣能力。摆动的幅度越大,切口宽度越大,排渣能力越强。操作者按“之”字弧形向前推进开始正常切割,如图5-42(c)所示。要力求摆动幅度一致,摆动速度和推进要均匀、平稳,从而保证切割氧流顺利地冲刷氧化铁水使之从切口下端喷出。在切割过程中,应将割嘴保持与水平面成45°的角度向前推进。应密切地注视着整个切口状态的变化,如果发现异常现象,应立即采取相应的对策去处理。要有节奏地、均匀地、左右摆动割炬向前方推进,使切割氧流呈直线将氧化铁水冲刷掉,顺利地从切口排出,直到切割完毕。
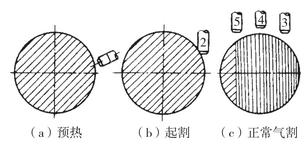
图5-42 气割圆钢时割嘴的位置
2. 直径在120~220mm的大圆钢的切割
直径在120~220mm的大圆钢切割,一次无法割穿时,可采用如图5-43所示的分瓣气割法。先用摆动切割法完Ⅰ区的切割,Ⅰ区切割掉的厚度约占圆钢直径的1/3,然后,中断切割,转动工件方向,使圆钢有切口部位向下,没有切割的那部分向上。继续用摆动切割法完成Ⅱ区的切割,如果工件不易转动,可以蹲在切口的对面,用同样的方法去完成Ⅲ区的切割。
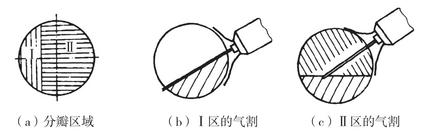
图5-43 分两瓣切割圆钢
3. 直径在220mm以上大圆钢的切割法
直径在220mm以上大圆钢的切割,如图5-44所示。可用摆动切割法完成Ⅰ区的切割,Ⅰ区切割掉的厚度约占圆钢直径的1/3。然后,中断切割,转动工件,使圆钢有切口部分向下,没有切割部分向上。继续用摆动切割法完成Ⅱ区的切割。最后,再次中断切割和转动工件,使工件有切口部分向下,没有切割的那部分向上,再次用摆动切割法去完成Ⅲ区的切割。
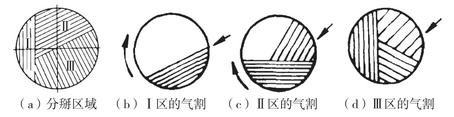
图5-44 分三瓣气割圆钢
在割大圆钢时排渣量很大,切割现场必须要有足够的排渣空间;若是水泥地面,应垫好钢板防止地面爆裂、飞溅。另外,切口附近辐射热很高,要做一块上部开有竖长条缺口的挡火板搭在切口附近,这样可大大减少辐射热,缺口大小以不影响割炬摆动为宜。










