
数控气割是利用电子计算机控制的自动切割。它能准确地切割出直线与曲线组成的平面图形,也能用足够精确的模拟方法切割其他形状的平面图形。数控气割的精度很高,其生产率也比较高,适用于自动化的成批生产。
数控气割机如图5-30所示。
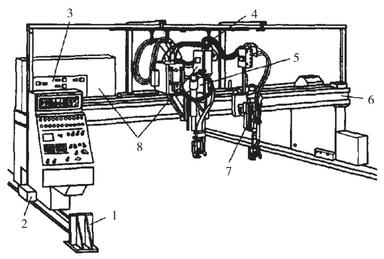
图5-30 数控气割机
1—导轨和挡板;2—纵向导轨及驱动组件;3—气体及空气集流器;
4—管道;5—横向台车及驱动组件;6—横梁及挡板;7—割炬组件及
垂直拖板;8—电气箱
其工作程序是:首先对切割零件的图样进行分析,看零件图线是由哪几种线形组成,并分段编出指令。再将这些指令连接起来并确定出它的切割顺序,将顺序排成一个程序,并在纸带上穿孔;再通过光电输入机输入给计算机。切割时,计算机将这些纸带孔的含义翻译并显示出编码,同时发出加工信息,由执行系统去完成,即按程序控制气割机进行切割,就可得到预定要求的切割零件。图5-31为数控气割机的工作程序方框图。
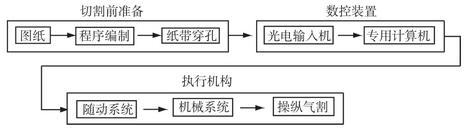
图5-31 数控气割机的工作程序
常用机械气割机的维护和保养
气割机应放在通风干燥处,避免受潮,室内不应有腐蚀性气体存在。减速箱一般应半年加一次润滑油,并应定期给传动轴加润滑油。下雨天切勿在露天使用气割机,以防电气系统受潮而引起触电事故。
使用前应做好清理检查工作,机身、割炬及运动部件必须调整好间隙,不能松动;同时,检查紧固件有无松动现象,如有松动现象应及时加以紧固。气割工休息或长时间离开工作场地时,必须切断电源,以免电机过热烧坏。
必须有专人负责维护保养,并定期进行检修。工作完毕应做好清洁工作。
(1)当出现小车不走的故障时,可采用更换保险丝、修理压力开关、更换离合器齿轮或更换电动机及其控制电路元件等方法消除。
(2)当出现小车行走不稳有打滑现象时,应将导轨加工平直、修复或更换主动滚轮、增加小车重量。当网路电压过低时,可用调压器提高电压。
(3)当摇臂式仿型气割机出现磁铁滚轮不转的故障时应更换保险丝、修理压力开关或更换电机及其控制电路元件。
(4)当摇臂式仿型气割机出现磁铁滚轮打滑的故障时,应修复或更换磁铁滚轮,适当增加样板的厚度或清除摇臂活动轴处的异物和加润滑油。











