
仿形气割机也称靠模切割机,它是利用驱动电磁滚轮沿着靠模(钢质样板)边缘滚动,并带动割炬进行仿形切割。典型的CG2-150型仿形气割机结构及外形如图5-28所示。此气割机结构紧凑、操作方便,十分适合具有一定批量的同形中、小尺寸零件
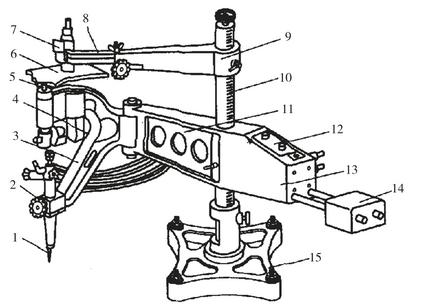
图5-28 CG2-150型摇臂仿形气割机
1—割嘴;2—割嘴调节架;3—主臂;4—驱动电机;5—磁性滚轮;6—样板;
7—连接器;8—固定样板调节杆;9—横移架;10—竖柱;11—基臂;
12—控制盘;13—速度控制箱;14—平衡锤;15—底板
的切割,能精确地气割各种形状的零件。此气割机适用于大批量生产同种零件的气割工作。气割零件的最大正方形尺寸为500mm×500mm,气割最大公差为±0.5mm,气割机还备有圆形气割装置,可以进行直径为30~450mm圆割件的切割。
其操作过程如下:
(1)气割前将平衡锤的两根平衡棒插入速度控制箱下部的孔内,并用螺钉固定。
(2)将电源插头(220V交流电)与操纵板上的插座连接起来。电源接通后,指示灯便亮。
(3)分别将氧气和乙炔橡胶管接到气体分配器上,并加以紧固,使其接通,同时开启氧气和乙炔。
(4)根据工件厚度选用合适的割嘴,并把割嘴装在割炬上,需注意要缓慢地拧紧割嘴螺母,使接触部分能很好地贴合。
(5)将气割用的样板按照前面所述的方法固定在样板架上,并调整好磁铁滚轮与样板间的位置。如滚轮与样板不在一个水平面上,则可调节底座上的四个螺钉来平衡,使磁铁滚轮与样板在同一水平面上,保证气割质量。
(6)将割件固定在气割架上,并使起割开关扳到启动位置,此时电动机旋转,便于校正割件的位置。
(7)扳动倒顺开关放在需要的位置。根据割件的厚度调整好切割速度,并开始在割嘴处点火,调整好预热火焰能率,并检查切割氧流的挺直度。
(8)将离合器合上,并开启压力开关阀,使切割氧与压力开关的气路相通,并将起割开关扳在停止位置。
(9)将割件预热到燃烧温度后,开启切割氧气阀,割穿割件,同时由于压力开关的作用,使电动机的电源接通,气割机行走,气割工作开始。
(10)圆件气割时必须采用圆周气割装置。











