
一、机械气割的参数选择与尺寸控制
(1)为提高切口的质量应选用超音速流线形割嘴,并按表5-12选择气割工艺参数。当使用普通割嘴进行机械气割时,不同的板厚的切割速度和切割氧压力可按表5-13进行选择。
表5-12 超音速流线形割嘴的气割工艺参数
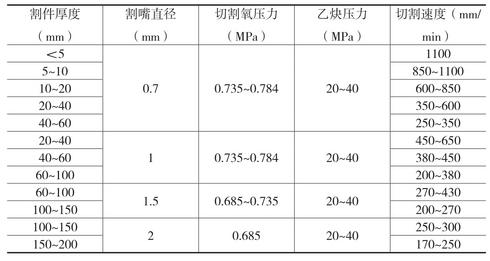
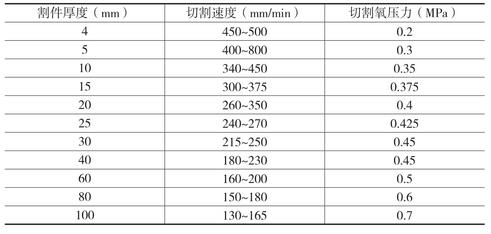
表5-13 机械气割钢板厚度与切割速度及切割氧压力的关系
(2)当用气割机切割曲线、有拐点的零件及中等厚度的钢板时,割嘴应始终保持与工件表面垂直。
(3)正确选择切割工艺参数外,应尽可能在钢板的余料部分起割。当不能在余料部分起割时,可从钢板边缘气割一个“Z”形曲线,如图5-25所示,以限制因余料变形而引起的零件位移。
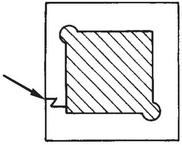
图5-25 从钢板边缘起割的方法
(4)气割组合套料零件时,应正确选择切割顺序和方向,以使其主要部分和面积较大的钢板在较长时间内保持连接。例如切割图5-26这样重复而数量较多的零件时,应从钢板的一端开始依次切割。
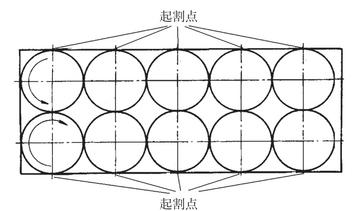
图5-26 组合套料零件的起割方法
二、CGl-30型气割机的操作
CG1-30型气割机是一种小车式半自动气割机。它能切割板厚为5~60mm的直线和圆形割件。切割速度为50~750mm/min(无级调速),切割圆周直径为200~2000mm。CG1-30型气割机具有构造简单、重量轻、操作维护方便等优点,因此是目前国内使用较广的一种半自动气割机。CG1-30型气割机的构造如图5-27所示。
操作过程如下:
(1)将电源(220V交流电)插头插入控制板上的插座内。电源接通后,指示灯便亮。
(2)将氧气和乙炔胶管接到气体分配器上,并调节好氧气和乙炔的使用压力。
(3)根据工件的厚度选用割嘴,并拧紧。
(4)当采用双割炬气割时,应将氧气和乙炔胶管与两组调节阀接通。
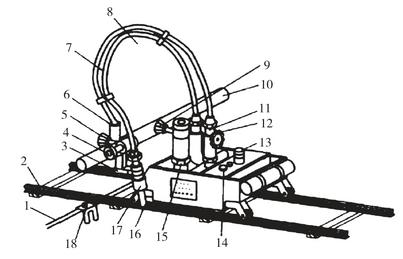
图5-27 CG1-30型半自动气割机
1—半径杆;2—导轨;3—夹持器;4—割炬升降手轮;5—割炬横移手轮;
6—升降杆;7—氧气软管;8—乙炔软管;9—齿条横移手轮;10—带齿条横移杆;11—乙炔接头;12—氧气接头;13—电源插座;14—调速旋钮;
15—压力开关;16—割嘴;17—割炬;18—定位架
(5)直线气割时,将导轨放在待割钢板上,然后将气割机放在导轨上,使有割炬的一侧朝着气割工,并校正好导轨,调节好割炬与切割线之间的距离以及割炬的垂直度。气割圆件时,应装上半径架,调好气割半径,抬高定位针,并使靠定位针一侧的滚轮悬空。气割坡口时,应调好割嘴与割件的倾斜角。
(6)扳动倒顺开关放在需要的位置。根据割件的厚度调整好切割速度,并开始在割嘴处点火,调整好预热火焰能率,并检查切割氧流的挺直度。
(7)将离合器合上,并开启压力开关阀,使切割氧与压力开关的气路相通,并将起割开关扳在停止位置。
(8)将割件预热到燃烧温度后,开启切割氧气阀,割穿割件,同时由于压力开关的作用使电动机的电源接通,气割机行走,气割工作开始。
(9)气割时,若不开启压力开关阀,使切割氧与压力开关不接通,也即不使用压力开关时,可直接用起割开关来接通和切断电源。
(10)气割过程中,旋转升降杆上的调节手轮可随时调节割嘴与割件间的距离。
(11)气割结束时,先关闭切割氧气阀,此时打开压力开关,使电动机的电源切断,接着关闭压力开关阀和预热火焰。应该注意压力开关不能先关闭,否则由于高压氧气被封在管路内,使压力开关继续工作,而电动机电源不能切断。在整个工作结束后,切断控制板电源和停止氧气和乙炔的供给。











