
1. 钎焊工艺
异种金属气体火焰钎焊时,钎料应根据两种金属材料的材质和接头的使用要求来选择。所选用的钎剂应能同时清除两种焊件表面的氧化物,并能改善液态钎料对它们的润湿作用,例如钎剂QJ200适用于不锈钢与纯铜的钎焊。
当钎焊接头采用套接形式时,被套入件的线膨胀系数如果大于外套零件,可适当增大预留间隙;反之,则应当适当减小间隙。
两种金属的热导率不同,加热时,火焰应对着热导率大的焊件,这样才能使接头温度一致。
2. 异种金属火焰钎焊操作实例
(1)硬质合金车刀的火焰钎焊。
车刀的刀杆为碳钢,而刀头为硬质合金,如图4-5所示,采用火焰钎焊的方法进行焊接。

图4-5 待焊硬质合金车刀
①焊前处理。焊前一般采用喷砂或在碳化硅砂轮上手工轻轻磨去硬质合金刀片钎焊面的表层,切不可用砂轮机或磨床磨削,这样易使刀片产生裂纹,更不可采用化学机械磨的方法,这样会将刀片表面的钴腐蚀掉,而使钎料很难润湿刀片,造成钎焊接头强度下降,甚至根本焊不牢。刀槽在钎焊前应用锉刀将毛刺去除,并进行喷砂处理,然后用汽油、丙酮将粉尘清除干净。
②钎料和钎剂的选择。钎料一般选用HL103,也可采用锡黄铜焊丝HS221或硅黄铜焊丝HS224。钎剂采用钎剂QJ102或用脱水硼砂。当使用脱水硼砂时,为了降低熔点,可采用硼砂60%+硼酸40%。当钎焊碳化钛含量较高的硬质合金刀片时,可在硼酸中加入10%左右的氧化钾或氟化钠,以提高钎剂的活性。
③钎焊的方法。首先将刀片放入刀槽后,用氧-乙炔焰火焰加热刀槽四周,直至呈暗红色为止,同时要少许加热刀片。用轻微的氧化焰将HL103或HS221加热后蘸上钎剂102或硼砂、硼砂50%+硼酸50%。继续加热刀槽四周,当其呈现出深红色时,应立即将蘸有钎剂的钎料送入接头缝隙处,利用刀槽的热量,使其快速熔化,并渗入填满间隙处,实际操作如图4-6所示。
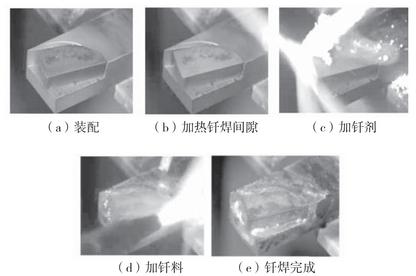
图4-6 火焰钎焊车刀过程
④焊后处理。钎焊后应立即将刀具埋入草木灰中缓冷,或直接放入370~420℃的炉中进行低温回火,并保温2~3h,这对减小应力和防止产生裂纹起很大的作用。
(2)热交换器接管的钎焊。
火焰钎焊如图4-7所示的热交换器接管。热交换器封头的材质是厚为1.5mm的H62黄铜,其规格分别为φ35mm×1.5mm、φ35mm×1mm和φ8mm×1mm。
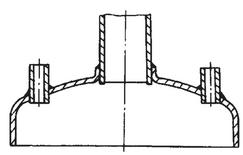
图4-7 热交换器接管
①焊前处理 焊前用铜丝刷和金相砂纸,将待焊处的接管和孔清理干净。
②选用直径为1.2~2mm的HL302钎料,钎剂用钎剂QJ102或采用硼砂50%+硼酸35%+氟化钠15%。
③采用H01-12型焊炬、2~3号焊嘴、轻微的氧化焰,沿接管四周均匀加热,并使焊嘴上下摆动,使整个钎缝受热均匀。
④当紫铜接管被加热到橘红色后,用被加热的钎料棒蘸上钎剂沿钎缝涂抹,待钎剂熔化并填满间隙后,再向钎缝处添加钎料,使其熔化填满间隙。
⑤用外焰前后移动加热套接部分,如图4-8(a)所示。此时火焰切不可指向钎缝。如果钎缝未形成饱满的圆根,可再加些钎料直至整个钎缝形成饱满圆根为止。
⑥钎焊较粗的管子时,钎料可分几次沿钎缝加入,如图4-8(b)所示,待一段钎料渗透完后,再钎焊下一段。
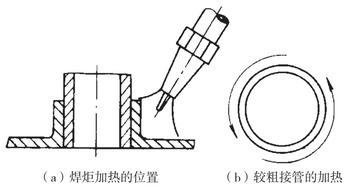
图4-8 管接头钎焊示意图
⑦焊后可向钎焊处倾倒热水,同时用毛刷刷洗,直至去掉残留的钎剂和熔渣为止。











