
板的横焊比平焊难掌握,主要困难是由于熔池金属下淌,使焊缝上边容易产生咬边,下边容易形成焊瘤和未熔合等缺陷,如图2-21所示。
因此,横焊时要选用比平焊小的火焰能率,适当控制熔池温度,既要保证熔透,又不要使熔池金属因受热过度而下坠。操作时,焊嘴应向上倾斜,并与焊件保持65°~75°夹角,如图2-22所示,这样可以利用火焰的吹力来托住熔池金属,以防其下淌。
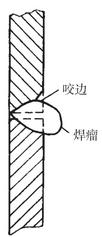
图2-21 横焊缺陷
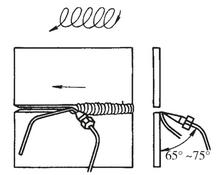
图2-22 板对接横焊的操作示意图
焊接过程中,焊丝要始终浸在熔池中。气焊薄件时,焊炬一般不做摆动。气焊较厚焊件时,焊炬稍做环形摆动,并不断地把熔化金属向熔池上边推去,焊丝来回做半圆形(或斜环形)摆动,并在摆动过程中被火焰加热熔化,从而避免熔化金属堆积在熔池下面而形成咬边及焊瘤等缺陷。











