
气焊焊接工艺参数选择
气焊焊接工艺参数(即焊接规范)包括焊接接头的坡口形式、焊丝的牌号和直径、熔剂、火焰种类、火焰能率、焊炬型号和焊嘴的号数、焊嘴倾角和焊接速度等。
1. 焊接接头的种类和坡口形式
常用的气焊焊接接头有卷边接头、对接接头、搭接接头、角接接头及T形接头。一般气焊时接头的类型主要是对接接头。
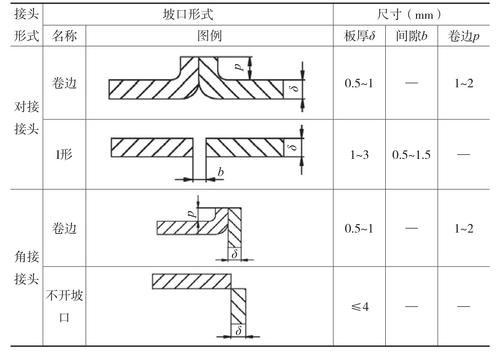
气焊0.5~1mm的薄钢板时,宜采用卷边接头及角接接头;当板厚小于或等于3mm时,可采用不开坡口的对接接头;当板厚小于或等于4mm时,可采用搭接接头或T形接头,但由于这种接头在焊后会使焊件产生较大的变形,所以很少采用气焊,通常都选用焊条电弧焊或气体保护焊的方法焊接;当板厚大于5mm时,只有在万不得已的情况下才采用气焊,一般情况下应采用焊条电弧焊或其他焊接方法。钢板气焊时接头的坡口形式与尺寸见表2-1。
表2-1 气焊接头的坡口形式和尺寸
2. 焊丝直径
焊丝直径是根据焊件的厚度、坡口形式、焊缝位置、火焰能率等因素确定的。在火焰能率一定,即焊丝熔化速度确定的情况下,如果焊丝过粗,则熔化焊丝所需的加热时间增加,同时增大了对焊件的加热范围,使工件焊接热影响区增大,容易产生过热,降低接头质量;如果焊丝过细,则焊接时往往在焊件尚未熔化时焊丝已经熔化下滴,这样容易造成熔合不良和焊波高低不平、焊缝宽窄不一等缺陷。
焊丝直径常根据焊件厚度初步选择,试焊后再调整确定。在多层焊时,第一、二层应选用较细的焊丝,以后各层可采用较粗的焊丝。一般平焊应比其他焊接位置选用粗一号的焊丝,右焊法比左焊法选用的焊丝要适当粗一些。不同焊件厚度所采用的焊丝直径见表2-2。
表2-2 焊丝直径与焊件厚度的关系

3. 火焰种类
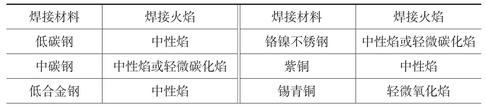
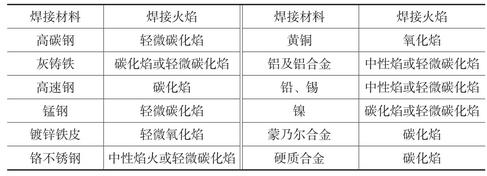
通常在气焊时,对需要尽量减少元素烧损的材料,应选用中性焰;对允许和需要增碳剂还原气氛的材料,应选用碳化焰;对母材含有低熔点、易蒸发元素的材料(如Sn、Zn等),应选用氧化焰,这样可以生成覆盖在熔池表面的氧化物薄膜,阻止低熔点元素蒸发。总之,火焰种类的选择应依据焊接材料的种类和性能,具体见表2-3。
表2-3 各种金属材料气焊火焰的选择
续表
特别要注意的是,气焊焊接质量和焊缝金属的强度与火焰种类有很大关系,在整个焊接过程中应不断调节火焰成分,保持火焰性质,从而获得良好质量的焊接接头。
4. 火焰能率
火焰能率是指单位时间内可燃气体(乙炔)的消耗量,单位为L/h,表示单位时间内可燃气体所提供的能量。
火焰能率的大小是由焊炬型号和焊嘴号数大小来确定的。焊嘴号数越大,火焰能率越大,所以火焰能率的选择实际就是确定焊炬的型号和焊嘴的号数大小。火焰能率的大小取决于氧、乙炔混合气体中氧气、乙炔的压力和流量,流量的粗调通过更换焊炬型号和焊嘴号数实现,流量的细调通过调节焊炬上的氧气调节阀和乙炔调节阀来实现。
火焰能率应根据焊件的厚度、母材的熔点和导热性及焊缝的空间位置来选择。如焊接较厚的焊件、熔点较高的金属、导电性较好的铜、铝及其合金时,就要选用较大的火焰能率,才能保证焊件焊透;焊接薄板时,为防止烧穿,火焰能率应当减小。平焊缝可比其他位置焊缝选用稍大些的火焰能率。实际生产中,在保证焊接质量的前提下,应尽量选择较大的火焰能率。
5. 焊炬倾角
焊炬的倾斜角度是指焊嘴中心线与焊件平面之间的夹角α,如图2-3(a)所示。焊炬倾斜角度的大小是根据焊嘴的大小、焊件的厚度、母材的熔点和导热性及焊缝空间位置等因素综合决定的。当焊炬倾斜角度大时,由于热量散失少,焊件得到的热量多,升温就快;反之,热量散失多,焊件受热少,升温较慢。
通常,焊接时的焊炬倾斜角度与工件厚度的关系见图2-3(a)。在焊接工件厚度大、母材熔点较高或导电性较好的金属材料时,焊炬的倾斜角度应选得大一些;反之,焊接倾斜角度可选得小一些。
实际生产时,焊炬的倾斜角度在气焊过程中应根据实际情况进行变化。如在焊接刚开始时,为迅速形成熔池,采用的焊炬倾斜角度为80°~90°,当焊接结束时,为了更好地填满弧坑和避免烧穿或是焊缝收尾处过热时,应将焊嘴适当提高,焊炬倾斜角度逐渐减小,并使焊嘴对准焊丝或熔池交替加热。气焊过程中,焊丝对焊件表面的倾斜角度一般为30°~40°,与焊嘴中心线为90°~100°,如图2-3(b)所示。
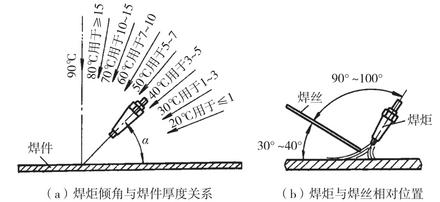
图2-3 气焊时焊炬、焊丝与焊件的倾角
6. 焊接速度
焊接速度应根据焊工的操作熟练程度、焊缝位置及其他条件而定。在保证焊接质量的前提下,尽可能提高焊接速度,减小焊件的受热程度,以提高生产率。通常,对厚度大、熔点高的焊件,焊接速度要慢些,以免产生未熔合缺陷;对厚度小、熔点低的焊件,焊接速度要快些,以避免产生烧穿和使焊件过热而降低焊接质量。
气焊的使用方法和技巧
起焊时,焊件温度较低或接近环境温度,为便于形成熔池,并利于对焊件进行预热,焊嘴倾角应大一些,同时在起焊处应使火焰往复移动,保证在焊接处加热均匀。如果两焊件的厚度不相等,火焰应稍微偏向厚件,以使焊缝两侧温度基本相同,熔化一致,熔池刚好在焊缝处。当起点处形成白亮而清晰的熔池时,即可填入焊丝,并向前移动焊炬进行正常焊接。在施焊过程中应正确掌握火焰的喷射方向,使得焊缝两侧的温度始终保持一致,以免熔池不在焊缝正中而偏向温度较高的一侧,凝固后使焊缝成形歪斜。焊接火焰内层焰心的尖端要距离熔池表面3~5mm,始终保持熔池的大小、形状不变。
通常,平焊对接接头的焊缝时,从接头一端30mm处开起焊接,目的是使焊缝处于板内,传热面积大,当母材金属熔化时,周围温度已升高,从而在冷凝时不易出现裂纹。管子焊接时起焊点应在两定位焊点中间。
一、焊嘴和焊丝的运动技巧
为了控制熔池的热量,获得高质量的焊缝,焊嘴和焊丝应做均匀协调的摆动。焊嘴和焊丝的运动包括以下三种:
(1)沿焊缝的纵向移动,不断地熔化焊件和焊丝形成焊缝。
(2)焊嘴沿焊缝做横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。在一般情况下,板厚增加,横向摆动幅度应增大。
(3)焊丝在垂直焊缝的方向送进,并作上下移动,调节熔池的热量和焊丝的填充量。
同样,焊接过程中,焊嘴在沿焊缝纵向、横向运动时,还要上下运动,以调节熔池的温度。焊丝除前进、上下运动外,当使用熔剂时也要横向摆动,以搅拌熔池。
焊嘴和焊丝的摆动方式及幅度与焊件厚度、材质、焊缝的空间位置和焊缝尺寸等因素有关,焊嘴与焊丝的常见摆动方式见图2-8。其中图2-8(a)、(b)、(c)所示的方式适用于各种材料较厚、大焊件的焊接和堆焊;图2-8(d)所示的方式用于各种薄板焊件的焊接;图2-8(e)的摆动方式,用于右焊法焊接厚度大于3mm而不开坡口的焊件,也用于左焊法焊接厚度较大且开坡口的焊件;图2-8(f)的摆动方式,多用于焊接填角焊缝;图2-8(g)的摆动方式,用于右焊法焊接厚度大于5mm且开坡口的焊件,此时焊炬几乎不做横向摆动,而只沿直线均匀移动,但是焊丝做圆弧形的摆动。
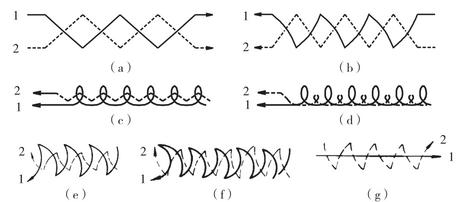
图2-8 焊嘴和焊丝的摆动方式
1-焊嘴;2-焊丝
气焊填丝时,焊工不仅应密切注意熔池的形成情况,而且要将焊丝末端置于外层火焰下进行预热。当焊丝熔滴送入熔池后,要立即将焊丝抬起,让火焰向前移动,形成新的熔池,然后再继续向熔池送入焊丝,如此循环形成焊缝。
为了获得优质的焊接接头,应使熔池的形状和大小始终保持一致。如果所需火焰能率较大,由于焊接温度高、熔化速度快,这时应使焊丝保持在焰心的前端,使熔化的焊丝熔滴连续加入熔池;如果所需火焰能率较小,由于熔化速度慢,则填入焊丝的速度也要相应减慢。当使用溶剂焊接时,还应用焊丝搅拌熔池,使熔池中的氧化物和非金属夹杂物浮到熔池表面。当焊接间隙较大或薄壁焊件时,应将火焰焰心直接对着焊丝,利用焊丝挡住部分热量,同时焊嘴上下运动,以防止焊缝边缘或熔池前面过早地熔化。
二、接头与收尾操作技巧
1. 接头
接头时,应用火焰把原熔池重新加热至熔化,形成新的熔池后,再填入焊丝重新开始焊接,要注意焊丝熔滴应与熔化的原焊缝金属充分熔合。接头时要与前焊缝重叠5~10mm,在重叠处要注意少加或不加焊丝,以保证焊缝的高度合适和接头处焊缝与原焊缝的圆滑过渡。
2. 收尾
收尾时,由于焊件温度较高,散热条件差,所以应减小焊嘴的倾角和加快焊接速度,并应多加一些焊丝,以防止熔池面积扩大,避免烧穿。收尾时应注意使火焰抬高并慢慢离开熔池,直至熔池填满后,火焰才能离开。总之,气焊收尾时要遵循焊嘴倾角小、焊速提高、填丝快、熔池要满的要领。
实际上,气焊过程中的焊嘴倾斜角度应是不断变化的,在预热阶段,为了较快地加热焊件,迅速形成熔池,焊嘴的倾斜角度为50°~70°,正常焊接阶段,焊嘴的倾斜角度为30°~50°,而收尾阶段,焊嘴的倾斜角度为20°~30°,如图2-9所示。
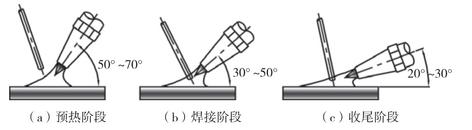
图2-9 焊嘴倾斜角度在焊接过程中的变化
三、左焊法和右焊法
气焊时焊炬和焊丝都是从左端向右端移动,或者从右端向左端移动,前者称为右焊法,而后者称为左焊法。这两种方法对于焊接生产率及焊缝的质量影响很大。
右焊法时(图2-10(a)),焊炬火焰指向焊缝,焊接过程是由左向右,并且焊炬是在焊丝前面移动的。由于焊炬火焰指向焊缝,因此火焰可以遮盖整个熔池,使熔池和周围的空气隔离,能防止焊缝金属的氧化和减少产生气孔的可能性,同时可使已焊好的焊缝缓慢地冷却,改善了焊缝组织,而且火焰热量较为集中,火焰能率的利用率也较高,使熔深增加、生产率提高。
右焊法的缺点主要是不易掌握,操作过程对焊件没有预热作用,所以它只能适用于焊接较厚的焊件。
左焊法时(图2-10(b)),焊炬火焰背着焊缝而指向焊件未焊部分,焊接过程是由右向左,并且焊炬跟着焊丝后面运走。焊接时,焊工能够很清楚地看到熔池的上部凝固边缘,并可获得高度和宽度较均匀的焊缝。由于焊炬火焰指向焊件未焊部分,对金属有着预热作用,因此焊接薄板时生产效率较高。
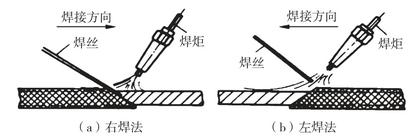
图2-10 右焊法和左焊法










