
一、焊接火焰
气焊火焰是用来加热、熔化焊件和填充金属(焊丝)进行焊接的热源,焊接的气流又是熔化金属的保护介质,焊接火焰直接影响到焊接质量和焊接生产率,要求焊接火焰应有足够的温度、体积要小、焰心要直、热量要集中,还应要求焊接火焰具有保护性,以防止空气中的氧、氮对熔滴和熔池的氧化和污染。
1. 可燃气体的选择
气焊的气体火焰包括氧-乙炔焰、氢氧焰、液化石油气体及丁烷(C4H10)、丁烯(C4H8)等燃烧的火焰。
氢与氧燃烧形成的火焰称为氢氧焰,是气焊最早利用的气体火焰,但由于容易发生爆炸事故,未能广泛应用于工业生产,目前主要用于铅的焊接及水下火焰切割等。液化石油气燃烧的温度比氧-乙炔焰要低,液化石油气燃烧的火焰主要用于金属切割,用于气割时,金属预热时间稍长,但可以减少切口边缘的过烧现象,切割质量较好,在切割多层叠板时,切割速度比使用乙炔快20%~30%,此外液化石油气火焰还用于焊接有色金属。
乙炔与氧气混合燃烧形成的火焰称为氧-乙炔火焰。氧-乙炔火焰具有很高的温度(约3200℃),加热集中。氧-乙炔焰是气焊中主要采用的火焰。
2. 氧-乙炔火焰的种类和应用
氧-乙炔火焰根据氧和乙炔混合比的不同,可分为中性焰、碳化焰和氧化焰三种类型,其构造及形状如图2-1所示。理论上当乙炔气和氧气的体积比为2∶5时,能形成充分燃烧的中性焰。但由于火焰外围空气中氧的存在,因此实际上当氧和乙炔在混合室内的混合比为1.1~1.2时即能形成中性焰。混合比小于1.1时为碳化焰,混合比大于1.2时为氧化焰。

图2-1 氧-乙炔焰的构造和形状
1—焰心;2—内焰;3—外焰
(1)中性焰。中性焰(图2-1(a))有三个明显的区域,即焰心、内焰和外焰。中性焰的温度分布见图2-2。焰心的温度约为900℃,在距离焰心末端2~4mm的内焰处温度最高,约3150℃。气焊时应用该处火焰加热焊件进行焊接。外焰温度为1200~2500℃。火焰在横向断面的温度也是不同的,断面中心的温度最高,越向边缘温度越低。
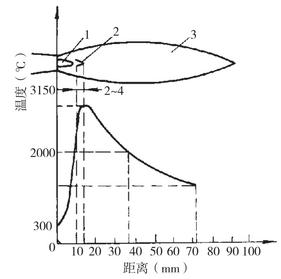
图2-2 中性焰的温度分布情况
1—焰心;2—内焰;3—外焰
焰心由未经燃烧的氧气和乙炔组成,外表分布有一层碳素微粒层,炽热的碳粒发出明亮的白光,形成尖锥状、亮而明显的轮廓。虽然焰心很亮,但温度较低,这是由于乙炔分解而吸收了部分热量的缘故。
内焰由乙炔的不完全燃烧产物(一氧化碳和氢气)组成,具有还原性,呈杏核形,蓝白色而有深蓝色线条。内焰处于焰心前2~4mm处,燃烧最激烈,温度最高。气焊时,一般就利用这个温度区域进行焊接,因而称为焊接区。又由于内焰中的一氧化碳和氢气对许多金属的氧化物能起还原作用,所以焊接区又称为还原区。
外焰是一氧化碳和氢气与大气中的氧完全燃烧后产生的二氧化碳和水蒸气,具有氧化性,颜色由里向外逐渐由淡紫色变成橙黄色。
中性焰应用最广泛,一般用于焊接碳钢、紫铜和低合金钢等。
(2)碳化焰。碳化焰是在氧-乙炔混合气体燃烧后尚有部分乙炔未燃烧,同样由焰心、内焰和外焰组成。如图2-1(b)所示,碳化焰的整个火焰比中性焰长而柔软,而且随着乙炔供给量的增多,碳化焰也变得长而柔软,其挺直度较差,焰心的轮廓不清,外焰特别长,当乙炔过剩量很大时会冒黑烟。
碳化焰的温度为2700~3000℃,由于碳化焰中过剩的乙炔分解成氢气和碳,会提高焊缝的含碳量,从而使塑性降低而强度提高,同时氢会进入熔池,使焊缝产生气孔和裂纹,因而碳化焰不能焊接低碳钢和低合金钢。但轻微的碳化焰可广泛应用于焊接高碳钢、中合金钢、高合金钢、铸铁、铝及铝合金等材料。
(3)氧化焰。氧化焰是在氧-乙炔混合气体燃烧后尚有部分过剩的氧气。焰心形状变尖,内焰很短,几乎看不到,外焰也缩短,如图2-1(c)所示。氧化焰焰心呈淡紫蓝色,轮廓不明显,外焰呈蓝色,火焰挺直,燃烧时发出急剧的“嘶嘶”声。氧化焰的长度取决于氧气的压力和火焰中氧气的比例,氧气的比例越大,整个火焰就越短,急剧的“嘶嘶”声也就越大。
氧化焰的温度可达3100~3400℃。由于氧气的供应量较多,使整个火焰具有氧化性,所以,一般材料气焊时决不能采用氧化焰。但在焊接黄铜和锡黄铜时,利用轻微氧化焰的氧化性,生成的氧化物薄膜覆盖在熔池表面,可以阻止锌、锡的蒸发。此外,气割时通常使用氧化焰;在火焰加热时,为了提高效率,也常使用氧化焰。











