
1. 焊炬的作用及其分类
焊炬也称气焊枪,它是气焊操作的主要工具。焊炬的作用是使可燃气体(乙炔等)与助燃气体(氧气)以一定比例混合,并以一定的流速喷出燃烧而生成具有一定能量、成分和形状的稳定的焊接火焰,以进行气焊工作。因此,焊炬在使用中应能方便地调节氧气与可燃气体的比例和能量的大小,同时焊炬重量要轻,使用时要安全可靠。
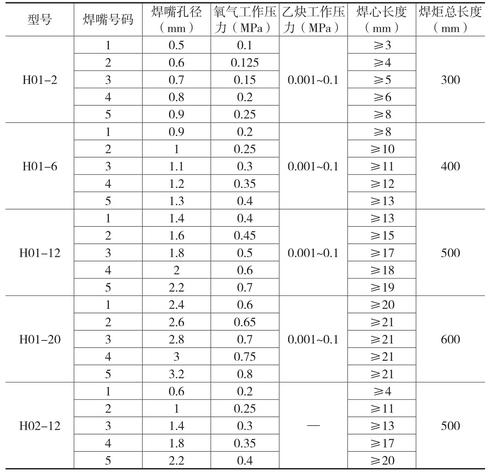
焊炬按可燃气体与氧气混合的方式不同,可分为射吸式焊炬(低压焊炬)和等压式焊炬两类,主要技术参数如表1-3所示。
表1-3 焊炬的主要技术参数
2. 射吸式焊炬
射吸式焊炬的工作原理如图1-10所示。氧气由氧气通道进入喷射管,再从直径非常细小的喷嘴喷出。当氧气从喷嘴喷出时,就要吸出聚集在喷嘴周围的低压乙炔。这样氧气与乙炔就按一定比例混合,并以一定的流速经混合气体通道从焊嘴喷出。
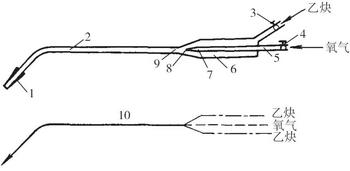
图1-10 射吸式焊炬的工作原理
1—焊嘴;2—混合气体通道;3—乙炔调节阀;4—氧气调节阀;5—氧气通道;6—乙炔通道;7—喷射管;8—喷嘴;9—射吸管;10—混合气体
射吸式焊炬的最大优点是可使用低压乙炔,而且在使用中压乙炔时也能保证正常工作,乙炔的压力在0.001~0.007MPa范围均可使用。射吸式焊炬的缺点是施焊过程中混合气体的成分不够稳定。射吸式焊炬的构造如图1-11所示。
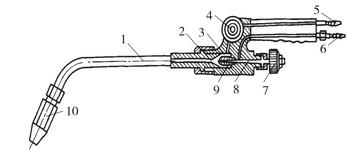
图1-11 射吸式焊炬
1—混合气管;2—射吸管;3—环形乙炔室;4—乙炔调节阀;
5—乙炔管;6—氧气管;7—氧气调节阀;8—氧气射流针;
9—射流孔座;10—焊嘴
3. 焊炬使用方法和技巧
(1)首先应根据焊件厚度,选择适当的焊嘴,并将其装好。
(2)使用前必须检查其射吸情况,先把氧气皮管紧接在氧气接头上,使焊炬接通氧气,此时先开启乙炔调节阀,再开启氧气调节阀,用手指按在乙炔接头上,检查乙炔接头处是否有一股吸力,如果有吸力则表示焊炬射吸情况正常,相反若乙炔接头处没有吸力,则表示焊炬射吸情况不正常,这种焊炬不能使用,必须进行检修。
(3)焊炬射吸情况检查正常后,把乙炔皮管也紧接在乙炔接头上,一般要求将氧气及乙炔橡皮气管用细铁丝扎紧或用夹头夹紧在进气接头上,同时检查焊炬其他各气体通道是否正常。
(4)点火时,应先把氧气调节阀稍微打开,再开启乙炔调节阀,用点火枪或火柴点火,点火不宜用废纱头作为引燃源,以免遗留火种造成火灾。点火后应随即调整火焰的大小和形状,调整后的火焰应具有轮廓明显的焰心以及正常的火焰长度。如果将乙炔调节阀完全开启,但仍不能得到正常的中性焰或出现断火现象时,则应检查焊炬气体通道内是否发生了阻塞和漏气等现象,并进行检修。
(5)焊炬停止使用时,应先关闭乙炔调节阀,然后关闭氧气调节阀,这样可以防止发生回火和减少断火时的烟灰。
(6)在使用过程中若发生回火现象,应立即关闭乙炔调节阀,随即关闭氧气调节阀,这样回火就在焊炬内很快熄灭。待回火熄灭后,再开启氧气调节阀,吹灭焊炬内的余焰和吹出残留的炭质微粒,并将焊嘴和混合气管放在水中冷却。
(7)焊炬的各气体通道,都不得沾染油脂,以防止氧气遇油脂燃烧和爆炸,同时焊嘴的配合面不得碰伤,防止漏气而影响使用。
(8)焊炬各气体通道均不得漏气,如果有漏气现象应立即关闭各调节阀,经检查调整不漏气后才能使用。焊炬停止使用后应挂在适当的地方,严禁将带有气源的焊炬存放在密封的容器内。











